Magazine en ligne pour la construction et le développement
Rapports de la Société



Nouvelles de l'industrie pour votre construction et votre développement dans les domaines spécialisés

capteurs
Une nouvelle classe de capteurs simplifie considérablement les tâches de positionnement

Câbles et fils
Câbles Chainflex sans PTFE ni PFAS

Transmission de puissance
Les nouvelles technologies de fabrication améliorent la production de couronnes dentées

IPC
Tablette ex-protégée avec des qualités de réalité augmentée




Nouvelles de l'industrie pour votre construction et développement des branches

Engins mobiles
Freins sur mesure pour chariots élévateurs autonomes

Engins mobiles
Roulements à rouleaux cylindriques pour boîtes de vitesses industrielles lourdes et engins de construction

automobile
Le module IO sécurise les stations-service à hydrogène de Resato

Technologie alimentaire
Guide linéaire optimisé pour la lubrification et l'étanchéité








Actualités du salon de l'industrie
Guidage sur rail profilé utilisant la technologie de fonderie moderne de Laempe
- Détails
- Visites: 4968
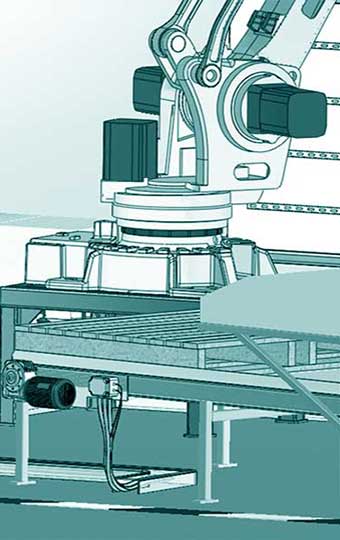
Le lanceur de carottes LHL300-1700 se caractérise par des temps de cycle courts, une robustesse et une finesse Laempe Mössner Sinto GmbH. Les composants intégrés assurent la robustesse Guides à billes sur rail ab Schaeffler. Vous pouvez même dans des conditions défavorables comme dans le Technologie de fonderie Supporte une charge maximale de 300 tonnes.

Contenu
- Fabrication de noyaux du travail manuel à l'automatisation
- Technologie linéaire robuste dans les machines à tirer des noyaux
- Les guides sur rails profilés peuvent supporter 300 tonnes
- Guides encapsulés ou ouverts
- Durasense s'adapte aux exigences tribologiques
- Foire aux Questions
Fabrication de noyaux du travail manuel à l'automatisation
L'atelier de fabrication de noyaux et la fonderie ont été jusqu'au 20ème siècle caractérisé par un dur travail manuel. Depuis plusieurs décennies, des systèmes modernes se sont implantés dans le monde entier robotique ainsi que Technologie de contrôle ateliers de fabrication de noyaux partiellement ou entièrement automatisés, comprenant notamment des machines de tir de noyaux. La société Laempe Mössner Sinto s'est spécialisée dans le développement de ces machines et dans l'automatisation complète de l'atelier de fabrication des noyaux. Les différentes étapes du processus comprennent la préparation du sable, la production des carottes, le transport et le traitement des carottes.
Les ingénieurs de Laempe conçoivent les systèmes pour leur clientèle mondiale individuellement selon les spécifications du client. Vous déterminez par exemple la taille du noyau, le volume d'injection et le temps de cycle. Ils mettent également en œuvre des solutions qui dépassent largement les limites antérieures. La machine de tir à noyau LHL300-1700 présentée ici impressionne avec son volume de tir de 1700 litres - un record du monde.
Technologie linéaire robuste dans les machines à tirer des noyaux
 La production de noyaux est presque aussi ancienne que cela Coulée de métal en lui-même et le principe n'a pas beaucoup changé. Pendant des siècles, le sable de noyau a été mélangé à des liants, pressé dans un moule constitué d'une boîte en deux parties et durci.
La production de noyaux est presque aussi ancienne que cela Coulée de métal en lui-même et le principe n'a pas beaucoup changé. Pendant des siècles, le sable de noyau a été mélangé à des liants, pressé dans un moule constitué d'une boîte en deux parties et durci.
Il existe aujourd'hui deux méthodes pour durcir le sable de moulage :
- Pour un excellent mixage pop de vos pistes il est primordial de bien Boîte froide-Processus : Des gaz chauds sont soufflés à travers le sable de moulage.
- Pour un excellent mixage pop de vos pistes il est primordial de bien Boîte chaude-Processus : Ici, le moule lui-même est chauffé et le sable est « cuit ».
Au cœur de la machine de tir LHL300-1700 sont utilisés pour retirer le noyau de la boîte supérieure Vérin hydrauliquen soulevé et le caisson inférieur s'est déplacé vers l'extérieur selon un axe transversal. Une fois le noyau retiré, la boîte à noyau inférieure revient sous la boîte supérieure.
Ceci est suivi par ce qu'on appelle le tir. Ceci termine le remplissage de la boîte à noyau fermée sable de moulage censé. En raison de la grande surface de la boîte à noyaux, les moitiés de la boîte à noyau doivent être pressées ensemble avec 300 tonnes.
Huit voitures de tête guides à rouleaux de recirculation RUE de Schaeffler font bouger la boîte inférieure du noyau d'avant en arrière. Afin qu'ils n'aient pas à supporter la force de pression élevée, ils sont mécaniquement découplés de la boîte à noyau avant chaque tir : un dispositif soulève la boîte à noyau du chariot et la verrouille sur des supports. Les chariots de guidage sont chargés par le poids mort de la boîte à noyau y compris le noyau, qui est d'environ 30 tonnes.
Les guides sur rails profilés peuvent supporter 300 tonnes
 « Lors de la conception des guidages sur rails profilés, le chef de produit Philippe Gasser a néanmoins décidé de tenir compte de la charge élevée de 300 tonnes », explique Franck Niemeyer, chef de projet chez Laempe.
« Lors de la conception des guidages sur rails profilés, le chef de produit Philippe Gasser a néanmoins décidé de tenir compte de la charge élevée de 300 tonnes », explique Franck Niemeyer, chef de projet chez Laempe.
"En cas de défaut de commande ou de mécanique et que la boîte à noyaux repose directement sur le chariot de guidage lors du tir, les chariots de guidage et la sous-structure doivent encore être capables de résister à cette surcharge de 300 tonnes."
Alexandra Courte, ingénieur d'application chez Schaeffler, ajoute : « Pour une charge nominale de 30 tonnes, des unités de circulation à rouleaux de taille 65 auraient été tout à fait suffisantes. La taille 100 s'adapte à la charge limite de 300 tonnes - un cas plutôt rare - avec une sécurité suffisante.
Chariot de guidage pas toujours crucial
La décision pour le Taille 100 En pratique, cela ne dépend pas toujours de la capacité de charge du chariot de guidage », rapporte l'ingénieur. « Il s’agit souvent d’une introduction et d’une répartition appropriée des forces dans la structure environnante, parfois aussi de charges de choc inconnues. »
J'ai noté la Guidages linéaires et leurs éléments roulants ont été conçus pour un durée de vie de trois ans conçu. Après cela, un entretien majeur est nécessaire. Étant donné que le sable de moulage provoque une usure considérable de tous les composants mobiles de la machine, les guides sont remplacés après cette période.
Guides encapsulés ou ouverts

Le sable de moulage abrasif assure une forte contamination de ces machines. Cela soulève la question de savoir si les composants mobiles et lubrifiés doivent être encapsulés. Frank Niemeyer répond : « Ce n'est pas pour rien que nous n'utilisons aucun encapsulage sur l'ensemble de la machine, pas même sur les guidages sur rails profilés.
Les encapsulations endommagées ou qui fuient restent longtemps indétectables dans les machines automatisées. Le sable de moulage qui pénètre ensuite est chambré et constamment déplacé d'avant en arrière par les grattoirs. Un système de guidage ouvert avec un grattoir de haute qualité a fait ses preuves plus fiable éprouvé."
Faible lubrification grâce à la surveillance d'état
 "Tous les composants mobiles sont inclus le moins de lubrifiant possiblef fourni », explique le chef de projet. « Plus la quantité de lubrifiant adhérant aux surfaces est faible, moins le sable de moulage adhère et moins il adhère aux surfaces. Pour ces raisons, en ce qui concerne les intervalles de maintenance et, si nécessaire, la surveillance de l'état, nous nous concentrons sur tous les composants déplacés.
"Tous les composants mobiles sont inclus le moins de lubrifiant possiblef fourni », explique le chef de projet. « Plus la quantité de lubrifiant adhérant aux surfaces est faible, moins le sable de moulage adhère et moins il adhère aux surfaces. Pour ces raisons, en ce qui concerne les intervalles de maintenance et, si nécessaire, la surveillance de l'état, nous nous concentrons sur tous les composants déplacés.
Concept d'étanchéité optimisé
Alexandra Kurz à propos du choix de la circonférence de la bobine RUE100-EL dans cette machine : « Dans ces conditions difficiles, nous avons recommandé un concept d'étanchéité optimisé avec des racleurs à faible usure en NBR. Ceux-ci sont déjà utilisés avec succès dans d’autres machines de tir de base de Laempe et ont fait leurs preuves. »
Laempe lubrifie les guidages des rails profilés sur système de graissage centralisé déjà à la limite la plus basse qui a du sens pour cette application. Selon Mme Kurz, il s'agit d'une opportunité de réduire davantage la consommation de lubrifiant : « Avec une relubrification des chariots de guidage selon les besoins, la consommation de lubrifiant pourrait être encore réduite sans avoir à accepter une quelconque perte de durée de vie de nos systèmes linéaires. »
Durasense s'adapte aux exigences tribologiques

Avec Durasense Schaeffler propose déjà une solution système adaptée pour les guidages sur rails profilés. Le système Durasense surveille à l'aide de capteurs condition de lubrification et ne déclenche la relubrification que si celle-ci est réellement nécessaire d'un point de vue tribologique.
La consommation de lubrifiant peut être réduite jusqu'à Réduire 30%. Et si des particules de sable pénètrent dans les chariots de guidage, les capteurs le détectent. C'est une perspective intéressante car, selon Frank Niemeyer, le nettoyage régulier des machines est souvent négligé dans cette industrie.
Foire aux Questions
Que font les fonderies ?
Dans les fonderies industrielles, les matières premières métalliques - généralement le fer, l'acier, l'aluminium, le cuivre et le zinc - sont liquéfiées en les chauffant jusqu'au point de fusion, puis versées dans des moules préparés. Deviens comme ça précisément MétalComposants fabriqué. Les processus de fabrication en fonderie sont idéaux pour couler de grandes quantités avec une qualité constante.
Quels types de processus de casting existe-t-il ?
L'industrie de la fonderie utilise divers Processus de coulée tels que le moulage au sable, le moulage sous pression, le moulage de précision, le moulage par refroidissement, le moulage par centrifugation, le moulage continu ou le moulage en moule complet pour répondre aux exigences spécifiques relatives aux propriétés du produit telles que le nombre de pièces, les matériaux, la taille, la forme, la résistance et Surfacespour répondre aux exigences.
Qu'est-ce qu'un atelier de fabrication de noyaux ?
Une usine centrale est une zone au sein d'une industrie de fonderie où les noyaux de sable sont produits. Ces noyaux sont placés dans des moules pour créer des cavités ou des géométries internes complexes dans les pièces coulées. La production s'effectue généralement en compactant le sable autour des boîtes à noyaux ou en injectant du sable dans des machines de moulage de noyaux. Une fois le métal solidifié, les noyaux de sable sont retirés et le contour intérieur de la pièce moulée est exposé.
Qu'est-ce qu'un guidage sur rail profilé ?
Un guidage sur rail profilé est un système de guidage linéaire précis composé d'un rail de guidage et d'un ou plusieurs chariots. Le Rail linéaire présente un profil de chemin de roulement de forme spéciale dans lequel les chariots glissent avec peu de frottement sur des éléments roulants tels que des billes ou des éléments à rouleaux. Il est utilisé pour les mouvements linéaires dans les machines et les installations afin d'obtenir un guidage précis et stable des composants.
Vous pourriez aussi être intéressé par...

Intelligence Artificielle | tendances et évolutions

Engrenage planétaire + précision d'engrenage à ondes de contrainte de Schaeffler

roulement de broche | Les éléments hautes performances Vacrodur

guide linéaire | Précis, léger, résistant

Fabrication additive sur imprimantes 3D multi-matériaux

imprimante 3D métal | Des possibilités incroyables

Jochen Krismeyer est journaliste spécialisé dans les technologies d'entraînement et d'automatisation à Nuremberg.