Magazine en ligne pour la construction et le développement
Rapports de la Société



Nouvelles de l'industrie pour votre construction et votre développement dans les domaines spécialisés

Développement des produits
IDTA | Préparer les jumeaux numériques de demain

Kommunikationstechnik
Avec SPE, IO-Link et M2M vers capteur-to-cloud

capteurs
Une nouvelle classe de capteurs simplifie considérablement les tâches de positionnement

Câbles et fils
Câbles Chainflex sans PTFE ni PFAS




Nouvelles de l'industrie pour votre construction et développement des branches

automobile
Émetteurs IR et UV pour des intérieurs de voiture de haute qualité

Engins mobiles
Freins sur mesure pour chariots élévateurs autonomes

Engins mobiles
Roulements à rouleaux cylindriques pour boîtes de vitesses industrielles lourdes et engins de construction

automobile
Le module IO sécurise les stations-service à hydrogène de Resato








Actualités du salon de l'industrie
Système de verrouillage du couvercle de la pince plug-and-play en Afrique du Sud
- Détails
- Visites: 6834

La concurrence mondiale ne s'arrête pas à l'Afrique du Sud et appelle à une automatisation croissante. Au cours de cette opération, Bowler Plastics a automatisé deux machines de moulage par injection Arburg et a ainsi mis fin à la fermeture manuelle monotone de bouchons en plastique pour bouteilles alimentaires ou cosmétiques. Grâce aux systèmes de préhension et à la machine de fermeture automatique des couvercles de Gimatic, cette activité monotone et exigeante en main-d'œuvre appartient désormais au passé.
Pas même un an ne s'est écoulé après qu'Arburg ait reçu une demande de demande de client de Bowler Plastics (Pty) Ltd. du Cap, chez Gimatic Vertrieb GmbH à Hechingen. «Nous préparons toujours nos offres très rapidement afin de ne pas les perdre. Parce que nos clients ont généralement besoin des produits demandés le plus rapidement possible », décrit Jens Reinfrank, chef de projet System Technology chez Gimatic, l'approche en phase d'offre. Un mois plus tard, Friedel Sass, PDG de Bowler Plastics, s'est rendu sur le stand Gimatic du salon des plastiques K. Rapidement au salon, il a passé la commande pour le développement et la production de six pinces de retrait et de deux machines de fermeture automatique de couvercles pour bouchons de fermeture.
Plastique fabriqué en Afrique du Sud, machine de moulage par injection en Allemagne
 L'entreprise, fondée en 1972, a commencé la production de pièces en plastique avec une machine Arburg. Aujourd'hui, Bowler Metcalf, en tant que groupe comptant environ 800 employés répartis dans quatre entreprises individuelles, produit plus de 500 millions de pièces par an, notamment par moulage par injection, sérigraphie, impression numérique ou extrusion de tuyaux pour plus de 200 clients. Les grandes références sont par exemple Revlon, Johnson & Johnson, SCJ, Unilever et Tiger Brands. Et donc Bowler est indirectement actif à l'échelle mondiale, même si les produits n'atteignent souvent le monde entier que par l'intermédiaire du client final.
L'entreprise, fondée en 1972, a commencé la production de pièces en plastique avec une machine Arburg. Aujourd'hui, Bowler Metcalf, en tant que groupe comptant environ 800 employés répartis dans quatre entreprises individuelles, produit plus de 500 millions de pièces par an, notamment par moulage par injection, sérigraphie, impression numérique ou extrusion de tuyaux pour plus de 200 clients. Les grandes références sont par exemple Revlon, Johnson & Johnson, SCJ, Unilever et Tiger Brands. Et donc Bowler est indirectement actif à l'échelle mondiale, même si les produits n'atteignent souvent le monde entier que par l'intermédiaire du client final.
Le département de moulage par injection de Bowler, où 320 produit des millions de pièces moulées par injection sur des machines de moulage par injection 54, fait partie de ce groupe. "Notre objectif principal est de fournir les industries cosmétiques et ménagères, même si nous sommes ouverts à tous les produits en plastique dur", a déclaré Wayne Knutsen, responsable du moulage par injection chez Bowler Plastics. D'ailleurs, le PDG Friedel Sass est d'origine allemande et attache donc une grande importance aux machines «made in Germany». Et c'est comme ça que les machines 49 viennent d'Arburg.
 Pinces robotisées et solutions EOAT
Pinces robotisées et solutions EOAT
Monotone travail sujet aux erreurs cherche une solution d'automatisation
 Jusqu'à présent, en cours d'utilisation, un opérateur de machine a sans cesse fermé manuellement à la main l'éjecté par la machine de moulage par injection (flip-top). Quatre couvercles sortent de la machine en même temps avec un temps de cycle de 13 secondes. Six variantes de couverture sont possibles. Cette approche a été économique jusqu'à récemment, les coûts de main-d'œuvre ont augmenté et la production a été allongée. "Bowler a donc décidé d'automatiser ce processus. À l'avenir, le risque qualité dû à une erreur humaine sera exclu en même temps. Le principal défi consistait à maintenir la flexibilité de l'opérateur de la machine avec une qualité améliorée et des coûts réduits.
Jusqu'à présent, en cours d'utilisation, un opérateur de machine a sans cesse fermé manuellement à la main l'éjecté par la machine de moulage par injection (flip-top). Quatre couvercles sortent de la machine en même temps avec un temps de cycle de 13 secondes. Six variantes de couverture sont possibles. Cette approche a été économique jusqu'à récemment, les coûts de main-d'œuvre ont augmenté et la production a été allongée. "Bowler a donc décidé d'automatiser ce processus. À l'avenir, le risque qualité dû à une erreur humaine sera exclu en même temps. Le principal défi consistait à maintenir la flexibilité de l'opérateur de la machine avec une qualité améliorée et des coûts réduits.
"Avec la solution d'automatisation de Gimatic, nous devrions pouvoir utiliser nos moulages négatifs 3D existants. En outre, il devrait être simple et fiable ", décrit les spécifications de Wayne Knutsen. Le processus de fermeture peut maintenant être automatisé avec relativement peu de perte de temps de cycle, qui est généralement d'environ une seconde. C'est un petit prix comparé au gros avantage procuré par chaque capuchon: "Les bascules sont retirées de la machine immédiatement et simultanément, ce qui améliore la stabilité thermique et réduit le gaspillage", déclare Wayne Knutsen. Et la machine est maintenant beaucoup plus efficace qu'un employé, sachant qu'elle produit des heures 24 tous les jours 7. Sur la base des économies de main-d'œuvre, Bowler estime que l'investissement sera rentabilisé dans environ sept à douze mois, sans tenir compte des économies résultant de la réduction des comités et de l'augmentation de la satisfaction de la clientèle.
 Ces pinces à vide manipulent tout
Ces pinces à vide manipulent tout
"Jusqu'à présent, nous n'avions que peu d'expérience avec un tel système de fermeture de couvercle. En outre, Bowler souhaitait couvrir six types de couvercles différents "Jens Reinfrank décrit le défi que doit relever Gimatic dans cette application. De plus, l'entreprise n'est pratiquement pas au coin de la rue. "Beaucoup de nos clients sont proches de nous, nous pouvons donc être là aussi souvent que nécessaire", souligne Jens Reinfrank. Et comme ce n’était pas le cas ici, le traitement complet de la commande s’est déroulé de l’offre à la mise en service à distance.
Flux de travail: grab-transport-deposit-close
 "Les différents capuchons doivent être retirés de la machine de moulage par injection dès leur apparition afin que les charnières ne se cassent pas lors du refroidissement et que le plastique ne se rétracte pas. Sinon, les couvercles ne tiendraient pas dans l’application plus tard ", décrit Wayne Knutsen.
"Les différents capuchons doivent être retirés de la machine de moulage par injection dès leur apparition afin que les charnières ne se cassent pas lors du refroidissement et que le plastique ne se rétracte pas. Sinon, les couvercles ne tiendraient pas dans l’application plus tard ", décrit Wayne Knutsen.
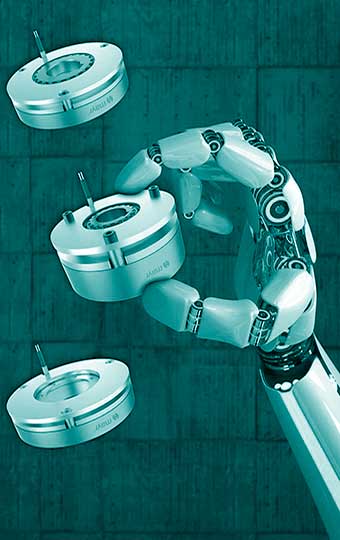
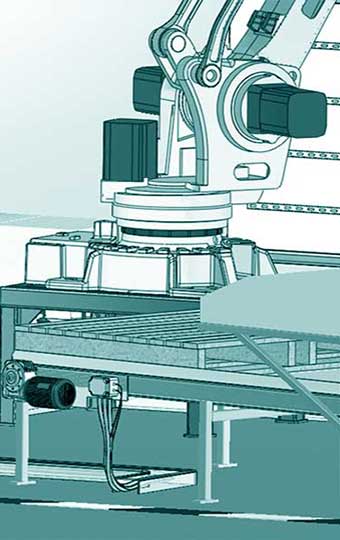
L'unité de retrait est équipée de quatre pinces à vide adaptées à la forme du couvercle. Il retire les couvercles en plastique alignés de la machine de moulage par injection et les place sur quatre moulages négatifs 3D correspondants dans le système de fermeture du couvercle. Il s'agit de deux axes linéaires synchrones, fermant chacun deux capots. Pour des raisons structurelles, les axes linéaires ont été construits inversés. Par conséquent, l'unité de retrait doit tourner pendant le processus de retrait, les deux composants inférieurs afin de les stocker ensuite dans la position correcte. L'axe linéaire se déplace ensuite sur le couvercle stocké. Pour que les couvercles ne soient pas endommagés, ils plient d’abord un soi-disant troupeau à des degrés 90, avant d’appuyer fermement sur un cylindre pneumatique. Lorsque la pince à préhension s'étend à nouveau pour récupérer les composants suivants, les couvercles fermés sont soumis à une rotation successive de 180 et sont éjectés par soufflage d'air dans un conteneur en attente.
Correspondant à trois couvercles chacun, deux systèmes de fermeture de couvercles différents avec trois pinces chacun ont été développés. "Pour faciliter le passage aux formats individuels, nous avons marqué les quelques composants à modifier en couleur", explique Jens Reinfrank. Le remplacement est très facile: desserrez les vis, débranchez les connecteurs pneumatiques et électriques et vous pouvez retirer l'unité complète.
Presque tous les composants de notre propre portefeuille
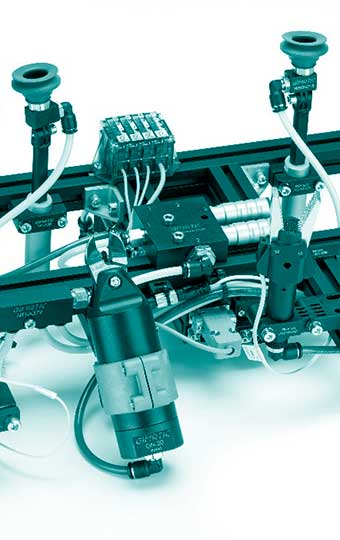
Les deux systèmes ont été construits presque exclusivement avec des composants Gimatic. Par exemple, les composants de la pince à cueillette, tels que les ventouses, les suspensions suspendues et le système de changement rapide "MSI-A41", étaient attachés au système de rail profilé de la société.  Le système de fermeture du couvercle est basé sur un cadre profilé et est vissé sur des pieds robustes au sol. La connexion d'air comprimé est réalisée via la machine de moulage par injection ou via la manipulation du robot. A cette fin, une interface spéciale sous la forme d'un terminal de distributeurs a été générée. Le contrôle est également pris en charge par la machine de moulage par injection. Pour les axes linéaires, on utilise deux unités linéaires de type LP07 avec deux chariots de guidage entraînés par un vérin pneumatique. Les petits cylindres OFC fixent les couvercles sur un moule négatif imprimé 3D.
Le système de fermeture du couvercle est basé sur un cadre profilé et est vissé sur des pieds robustes au sol. La connexion d'air comprimé est réalisée via la machine de moulage par injection ou via la manipulation du robot. A cette fin, une interface spéciale sous la forme d'un terminal de distributeurs a été générée. Le contrôle est également pris en charge par la machine de moulage par injection. Pour les axes linéaires, on utilise deux unités linéaires de type LP07 avec deux chariots de guidage entraînés par un vérin pneumatique. Les petits cylindres OFC fixent les couvercles sur un moule négatif imprimé 3D.
Les cylindres sont équipés d'un caoutchouc à haute résistance thermique avec des propriétés de frottement élevées afin que le composant ne glisse pas ou ne soit pas endommagé pendant le processus de fermeture. Un cylindre OFL appuie sur le couvercle par le haut. Pour cela, la pression peut être réglée en fonction du composant. Les unités rotatives RT 25 éjectent enfin les couvercles. Ces unités rotatives ont un conduit d'air intégré et sont environ 20 pour cent plus petites et coûtent environ 30 pour cent de moins que les produits comparables sur le marché avec la même force. L'ensemble du système est interrogé, évalué et surveillé par des capteurs magnétiques en communication avec la machine de moulage par injection. «Nous avons travaillé directement avec Arburg sur les interfaces et la directive machines», rapporte Jens Reinfrank.
Coopération intercontinentale
 Les responsables des deux sociétés sont très satisfaits de la coopération jusqu’à présent: "Arburg avait suggéré que Gimatic soit un partenaire possible lors du processus de recherche de solution et avait organisé une réunion des directeurs généraux Friedel Sass et Johannes Lörcher de Gimatic au salon du plastique. Dès le début du projet, un grand partenariat entre Bowler et Gimatic a débuté, ce que nous apprécions énormément ici, notamment grâce au soutien indéfectible de M. Lörcher et de M. Reinfrank dans la recherche de la solution optimale ", déclare Wayne Knutsen.
Les responsables des deux sociétés sont très satisfaits de la coopération jusqu’à présent: "Arburg avait suggéré que Gimatic soit un partenaire possible lors du processus de recherche de solution et avait organisé une réunion des directeurs généraux Friedel Sass et Johannes Lörcher de Gimatic au salon du plastique. Dès le début du projet, un grand partenariat entre Bowler et Gimatic a débuté, ce que nous apprécions énormément ici, notamment grâce au soutien indéfectible de M. Lörcher et de M. Reinfrank dans la recherche de la solution optimale ", déclare Wayne Knutsen.
L’équipe Gimatic, en revanche, a rapidement été appuyée par suffisamment d’informations, de données et d’échantillons fournis par Bowler pendant la construction. "Dès la première réunion, les discussions ont été constructives et axées sur des objectifs", a déclaré Johannes Lörcher, directeur général de Gimatic Vertrieb GmbH, résumant la qualité de la coopération. "La confiance était finalement si grande que la livraison a été effectuée sur facture sans les lettres de crédit bancaires habituelles."
La mise en service s'est également bien déroulée. Hechingen était déjà prêt à se rendre en Afrique du Sud. Mais ce n'était pas nécessaire à la fin. "Nous avons réussi à créer un véritable système plug-and-play ici. Nous n’avons fait aucun effort pour nous rendre en Afrique et mettre ces machines en service », résume Jens Reinfrank. L'usine a été fabriquée et assemblée à Hechingen. William Johnstone, de la société Hestico en tant que représentant d’Arburg en Afrique du Sud, Colin Jacobs, ouvrier mécanicien chez Bowler et Wayne Knutsen, l’ont emmené localement avant son envoi en Afrique.
 pince | pneumatique + électrique de divers fabricants
pince | pneumatique + électrique de divers fabricants
Jens Reinfrank voit beaucoup de potentiel pour l’automatisation: "Bowler a apparemment pris goût au fait qu’il est génial d’automatiser. Wayne Knutsn envisage également un potentiel d'automatisation supplémentaire avec Gimatic: "Nous venons de commencer l'automatisation des processus et souhaitons étendre le concept de capuchon à d'autres moules d'injection". Le travail sur un nouveau projet possible avec Gimatic a déjà commencé, mais à ce stade précoce, il ne reste pas grand-chose à révéler.
Vous pourriez aussi être intéressé par...

Pince robotisée | Petites mains automatisées

Ces pinces à vide manipulent tout

Gimatique | Le spécialiste de la pince intelligente

pompe à vide | Innovations pour l'industrie 4.0 + spécifiques à la branche

Pinces robotisées et solutions EOAT
